PCB塞树脂+盖帽如何抑制封装载板翘曲
文深入解析5G/AI芯片封装载板翘曲控制技术,聚焦塞树脂与盖帽工艺的协同优化。翘曲主因在于材料热膨胀系数差异(铜17ppm/℃ vs 树脂25-50ppm/℃)和薄型化趋势(厚度<0.15mm)。塞树脂通过填充过孔(CTE≤15ppm/℃)可降低60%局部应力,真空灌胶工艺使气泡率<1%。盖帽工艺(5-20μm铜层)提升2.3倍抗弯刚度,通过电镀应力调控实现翘曲矫正。二者协同需满足CTE梯度匹配(
封装载板领域,翘曲是个让人头疼的 “老顽固”。尤其是 5G 芯片和 AI 处理器用的高密度载板(线宽 / 线距≤2μm),哪怕 0.1% 的翘曲率(10mm 长度弯曲 10μm),都可能导致键合失效或封装良率暴跌。而塞树脂与盖帽工艺的组合,就像给载板穿上了 “抗压铠甲”,能将翘曲率控制在 0.05% 以内。但这两种工艺如何协同发力?温度、材料、厚度这些参数又该如何匹配?本文将拆解其中的力学原理和优化技巧,帮你彻底解决封装载板的翘曲难题。
一、封装载板为何容易 “弯腰”?翘曲的根源解析
封装载板的翘曲本质是内部应力失衡的外在表现。这种应力主要来自三个方面:
材料热膨胀不匹配是首要元凶。载板的核心结构是 “铜 - 树脂 - 玻璃纤维” 的复合层,铜的热膨胀系数(CTE 约 17ppm/℃)是树脂(CTE 约 25-50ppm/℃)的 1/2-1/3,而封装时的温度变化(从室温到 200℃以上)会让不同材料的伸缩量产生差异。例如,在回流焊的 260℃高温下,10mm 长的铜层会伸长 0.044mm,而同长度的树脂层会伸长 0.065-0.13mm,这种 “拉扯” 必然导致载板弯曲。
工艺过程的应力积累更隐蔽。从钻孔、电镀到图形转移,每一步工艺都会给载板带来 “内伤”:电镀铜时的结晶应力、树脂固化时的收缩应力、激光钻孔时的热冲击应力…… 这些应力层层叠加,就像给载板拧上了 “发条”,一旦温度变化就会释放出来引发翘曲。某测试显示,未经优化的载板在完成所有工序后,内部残余应力可达 50MPa,足以让 100mm 见方的载板翘曲 1mm 以上。
薄型化趋势加剧翘曲。先进封装载板的厚度已从 0.3mm 降至 0.15mm 以下(如 HDI 载板),就像薄纸比厚纸板更容易弯曲一样,薄载板的抗变形能力大幅下降。同时,载板上密集的过孔(孔径≤50μm)破坏了材料的连续性,进一步削弱了结构稳定性。
二、塞树脂:给过孔 “填肌肉”,增强结构刚性
过孔是载板的 “薄弱环节”,而塞树脂通过以下三个机制抑制翘曲:
1. 填充空洞,减少应力集中
未塞树脂的过孔就像载板上的 “蜂窝眼”,在应力作用下会成为翘曲的 “起点”。用低 CTE 树脂(如含硅填料的环氧树脂,CTE≤15ppm/℃)填满过孔后:
-
过孔处的材料连续性得以恢复,应力分散面积扩大 3-5 倍;
-
树脂与孔壁铜层紧密结合,形成 “铜 - 树脂” 复合柱体,抗弯曲强度提升 40%。
某 6 层封装载板的对比实验显示,塞树脂后过孔周边的应力峰值从 80MPa 降至 45MPa,局部翘曲减少 60%。
2. 匹配热膨胀,抵消层间拉扯
选择与铜层 CTE 接近的树脂(如 12-17ppm/℃),能在温度变化时减少过孔区域的伸缩差异:
-
当环境温度从 25℃升至 200℃时,铜的伸长量为 3.3μm/mm,而 CTE=15ppm/℃的树脂伸长量为 2.6μm/mm,差异仅 0.7μm/mm(未塞树脂时差异达 8-33μm/mm);
-
树脂固化时的收缩率需控制在 2% 以内(普通树脂收缩率 3-5%),避免过孔周围产生收缩应力。
采用改性环氧树脂(含 30% 石英粉)塞孔的载板,在热循环测试(-40℃~125℃)中,翘曲变化量比用普通树脂减少 50%。
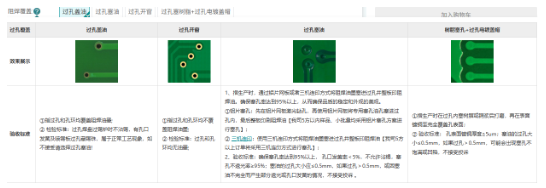
3. 优化填充工艺,避免内部缺陷
树脂填充的均匀性直接影响应力分布:
-
采用真空灌胶工艺(真空度≤-0.09MPa),可将过孔内气泡率控制在 1% 以下(常压灌胶气泡率 10-15%);
-
分阶段固化(80℃/30min→120℃/60min→150℃/30min),让树脂缓慢收缩,减少内应力。
三、盖帽工艺:给载板 “加铠甲”,强化整体抗变形能力
盖帽(Capping Layer)是在载板表面覆盖一层金属(如铜、镍)或复合层,通过 “刚性约束” 抑制翘曲,其作用机制包括:
1. 刚性支撑,抵抗弯曲力矩
盖帽层的厚度通常为 5-20μm(约为载板总厚度的 5-10%),但能提供显著的刚性增强:
-
铜盖帽的弹性模量(110GPa)是树脂(3-5GPa)的 20-30 倍,就像给薄木板贴上钢板,抗弯曲能力大幅提升;
-
盖帽层覆盖载板 90% 以上的面积(仅避开焊盘区域),形成 “整体约束”,防止局部凸起或凹陷。
测试数据显示,增加 10μm 铜盖帽的载板,弯曲刚度(抵抗变形的能力)比无盖帽载板提高 2.3 倍。
2. 应力补偿,平衡层间张力
通过控制盖帽层的电镀应力,可抵消载板原有的残余应力:
-
若载板存在向上翘曲(残余应力为拉应力),采用压缩应力的电镀参数(如电流密度 2A/dm²,温度 50℃),让盖帽层产生向下的压力;
-
若载板向下翘曲,则采用拉伸应力的电镀参数(电流密度 1A/dm²,温度 30℃),产生向上的拉力。
某载板厂通过调整电镀参数,使盖帽层的应力从 + 50MPa(拉应力)调整至 - 30MPa(压应力),成功将载板翘曲从 + 80μm(向上)矫正至 + 15μm。
3. 阻隔水汽,稳定材料性能
盖帽层能阻挡水汽进入载板内部(尤其在潮湿环境下):
-
金属盖帽的水渗透率<1g/(m²・day),远低于树脂层的 5-10g/(m²・day);
-
减少水汽导致的树脂膨胀(湿度 90% 时,树脂吸水膨胀率可达 0.5%),避免翘曲随环境变化。
四、塞树脂 + 盖帽:1+1>2 的协同策略
塞树脂与盖帽的组合不是简单叠加,而是通过 “微观强化 + 宏观约束” 的协同作用实现翘曲抑制最大化,关键在于三个匹配:
1. 材料性能匹配:让应力 “方向一致”
-
塞孔树脂的 CTE 应比载板基材低 5-10ppm/℃,而盖帽金属的 CTE 应比树脂低 2-5ppm/℃,形成 “梯度递减” 的 CTE 分布(如基材 CTE=30→树脂 CTE=20→盖帽 CTE=17),减少层间突变;
-
树脂的 Tg(玻璃化转变温度)需比盖帽电镀温度高 20℃以上(如树脂 Tg=180℃,电镀温度≤160℃),避免电镀时树脂软化导致应力释放。
某 7nm 芯片载板采用此匹配原则后,翘曲率从 0.12% 降至 0.04%,完全满足键合要求。
2. 厚度比例匹配:找到刚性与柔性的平衡点
-
塞孔树脂的体积占比(过孔总体积 / 载板体积)应控制在 5-15%:过低(<5%)起不到强化作用,过高(>15%)会增加整体脆性;
-
盖帽厚度与载板总厚度的比例建议为 1:10-1:8(如 0.2mm 载板配 20-25μm 盖帽),比例过高会导致载板过硬,反而易在边缘产生裂纹。
对比实验显示,当树脂体积占比 10%、盖帽厚度比例 1:9 时,载板的抗翘曲性能最佳,同时保持良好的抗冲击性。
3. 工艺顺序匹配:先 “填充” 后 “约束”
-
先完成塞树脂并充分固化(确保收缩稳定),再进行盖帽工艺,避免盖帽应力被树脂固化收缩抵消;
-
塞树脂后的固化温度应高于盖帽工艺温度(如树脂固化 180℃,盖帽电镀 120℃),防止盖帽时树脂二次收缩。
塞树脂与盖帽工艺的协同,为封装载板的翘曲抑制提供了系统性解决方案。这种 “微观填充强化 + 宏观刚性约束” 的组合,既解决了过孔区域的局部应力问题,又提升了载板整体的抗变形能力。随着 Chiplet 技术的发展,载板面积将进一步增大(从 100mm² 增至 500mm² 以上),翘曲控制的难度也会升级。

智能硬件社区聚焦AI智能硬件技术生态,汇聚嵌入式AI、物联网硬件开发者,打造交流分享平台,同步全国赛事资讯、开展 OPC 核心人才招募,助力技术落地与开发者成长。
更多推荐



 9
9 0
0- 0



 已为社区贡献3条内容
已为社区贡献3条内容

所有评论(0)