基于PLC的苹果分拣自动线设计(有全套资料:任务书+开题报告+文献综述+设计+实物+毕业论文+答辩PPT)
PLC控制是目前工业上最常用的自动化控制方法,由于其控制方便,能够承受恶劣的环境,因此,在工业上优于单片机的控制。PLC将传统的继电器控制技术、计算机技术和通信技术融为一体,专门为工业控制而设计,具有功能强、通用灵活、可靠性高、环境适应性强、编程简单、使用方便以及体积小、重量轻、功耗低等一系列优点,因此在工业上的应用越来越广泛。本文主要讲述PLC在苹果分拣系统中的应用,利用可编程控制器( PLC)
摘 要
PLC控制是目前工业上最常用的自动化控制方法,由于其控制方便,能够承受恶劣的环境,因此,在工业上优于单片机的控制。PLC将传统的继电器控制技术、计算机技术和通信技术融为一体,专门为工业控制而设计,具有功能强、通用灵活、可靠性高、环境适应性强、编程简单、使用方便以及体积小、重量轻、功耗低等一系列优点,因此在工业上的应用越来越广泛。 本文主要讲述PLC在苹果分拣系统中的应用,利用可编程控制器( PLC) ,设计成本低、效率高的材料自动分拣装置。以PLC为主控制器,结合气动装置、传感技术、位置控制等技术,现场控制产品的自动分拣。 系统具有自动化程度高、运行稳定、精度高、易控制的特点,可根据不同对象,稍加修改本系统即可实现要求。
关键词: 可编程控制器,分拣装置,控制系统,传感器
目录
参考文献…………………………………………………………………34
致谢………………………………………………………………………40
第三章 控制系统的软件设计
软件设计是PLC控制系统的核心,程序设计的主要任务是根据控制要求及工艺流程,画出状态流程图并设计出梯形图。
3.1控制系统流程图设计
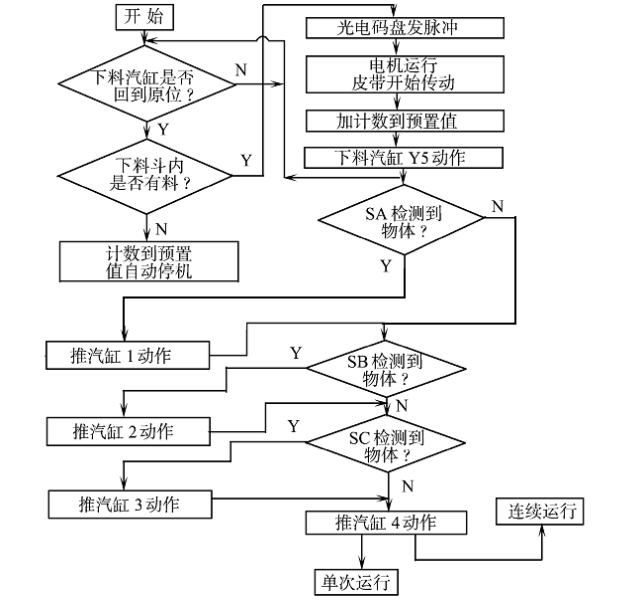
根据系统生产工艺的要求,分析各个设备的操作内容和操作顺序,可画出程序流程图,如图3-1所示。
图3-1 控制系统流程图
该系统可选择连续或单次运行工作状态。 若为连续运行状态,则系统软件设计流程图中的汽缸4动作后,程序再转到开始;若为单次运行,则汽缸4动作后停机。 如果需要,该系统可在分拣的同时对分拣的材料进行数量的统计,这只需在各汽缸动作的同时累计即可。应用高速计数器编制程序,可以实现系统的定位控制功能。用高速计数器计数步进电机转过的圈数,来确定物料到达传感器的距离,实现定位功能。定位时,电机停转,计数器清零,传感器开始工作,对物料进行分拣处理。 在汽缸1~3动作后,电机重新运行,高速计数器也重新计数。 如果相应的传感器没有检测到物体,则电机重新运行,高速计数器也重新计数,继续
运行到下一位置。 如果只对材料的某一特性进行分拣,比如只分拣金属和非金属,则只需对传感器的安放或程序进行修改即可。
3.2控制系统程序设计
根据所绘流程图,在STEP7-Micro/WIN40软件中编写梯形图程序。程序清单见附录。
此指令为高速脉冲输出指令,当使能端输入有效时,检测用程序设置的特殊功能寄存器位,激活由控制位定义得脉冲操作,从Q0.0或Q0.1输出高速脉冲
此指令为高速计数器定义指令,使能输入有效时,为指定的高速计数器分配一种工作模式。 高速计数是用来累计比PLC扫描频率更高的脉冲输入

此指令为高速计数器指令,使能输入有效时,根据高速计数器特殊存储器位的状态,并按照HDEF指令指定的模式,设置高速计数器并控制其工作。
下面对所编写梯形图作简要的介绍:

(1)以上为主程序,首先I2.0启动后,M0.1得电并自锁,为之后电动机得电做好准备,I2.1为停止按钮。当PLC处于RUN模式时,SM0.1通电一个周期,Q0.0复位清零,并调用子程序。
(2)以上为子程序中的高速脉冲指令,该程序先将控制脉冲指令的特殊功能寄存器进行初始化,然后当I0.0(下料传感器)检测到有料时,启动PLS(脉冲输出)指令;如果I0.0检测没有物料时,启动定时器T30,延时30秒自动停机。
(3)以上为子程序中的高速计数指令,首先进行高速计数指令的初始化操作,当电机旋转时,带动光电码盘发出脉冲,并输入PLC的接收端,由高速计数指令进行计数,计算步进电机转过的步数,进行定位控制。其中设定预置值为50,当计数至50时,调用中断程序。

(4)以上为中断程序,当高速计数指令计数至预置值时,这时物料移动至传感器的位置,M0.0得电,导致高速脉冲输出停止,步进电机停转。由于汽缸动作需要1秒,让电机停转一秒后继续运转。当物料被相应的传感器检测中后,相应的汽缸动作,将物料推下。I1.3,I1.4,I1.5,I1.6,I1.7为汽缸的回位限位开关,初始状态为闭合,I0.6,I0.7,I1.0,I1.1,I1.2为汽缸的动作限位开关,初始状态为关断。汽缸动作时,,回位限位开关关断,到达动作限位开关时,动作限位开关闭合。
第四章 控制系统的调试
在PLC软硬件设计完成后,应进行调试工作。因为在程序设计过程中,难免会有疏漏的地方,因此在将PLC连接到现场设备之前,必需进行软件测试,以排除程序中的错误,同时也为整体调试打好基础,缩短整体调试的周期。另外,一些硬件如传感器等,在使用前,也需事先调试好。
4.1硬件调试
1.电感传感器的调试
在电感传感器下方的传送带上,放置铁质料块,调整传感器上两螺母,使传感器上下移动,恰好使传感器上端指示灯发光,该高度即为传感器对铁质材料的检出点。
2.电容传感器的调试
在电容传感器下方的传送带上,放置铝质料块,调整传感器上两螺母,使传感器上下移动,恰好使传感器上端指示灯发光,该高度即为传感器对铝质材料的检出点。
3.颜色传感器的调试
通电状态下,在颜色传感器下方的传送带上,放置带有某一颜色料块,调节传感器上的电位器,观察窗口中红绿(或蓝)指示灯,当两灯恰同时发光时,该灵敏点即为料块颜色检出点。
4.2软件调试
将所编写的梯形图程序进行编译,通过上下位机的连接电缆把程序下载到PLC中。刚编好的程序难免有这样那样的缺陷或错误。为了及时发现和消除程序中的错误,减少系统现场调试的工作量,确保系统在各种正常和异常情况时都能作出正确的响应,需要进行离线测试,既不将PLC的输出接到设备上。按照控制要求在指定输入端输入信号,观察输出指示灯的状态,若输出不符合要求,则查找原因,并排除之。
4.3整体调试
将设备接入PLC,进行联机调试,看是否满足要求,如果不满足要求,可通过综合调整软件和硬件系统,直到满足要求为止。
结 论
物料分拣采用可编程控制器PLC进行控制,能连续、大批量地分拣货物,分拣误差率低且劳动强度大大降低,可显著提高劳动生产率。而且,分拣系统能灵活地与其他物流设备无缝连接,实现对物料实物流、物料信息流的分配和管理。 其设计采用标准化、模块化的组装,具有系统布局灵活,维护、检修方便等特点,受场地原因影响不大。 同时,只要根据不同的分拣对象,对本系统稍加修改即可实现求。
本系统采用的可编程控制器,只要结合不同的传感器,比如根据材料的属性、尺寸的大小、物体的颜色等选择相应的传感器,就可对不同的物料进行分拣,具有广泛的应用前景。

智能硬件社区聚焦AI智能硬件技术生态,汇聚嵌入式AI、物联网硬件开发者,打造交流分享平台,同步全国赛事资讯、开展 OPC 核心人才招募,助力技术落地与开发者成长。
更多推荐

 29
29 0
0- 0



 已为社区贡献7条内容
已为社区贡献7条内容

所有评论(0)