热成像骗局:语音硬件麦克风旁的热点为何总被忽略?
·
红外热像仪的视觉陷阱与深层解析
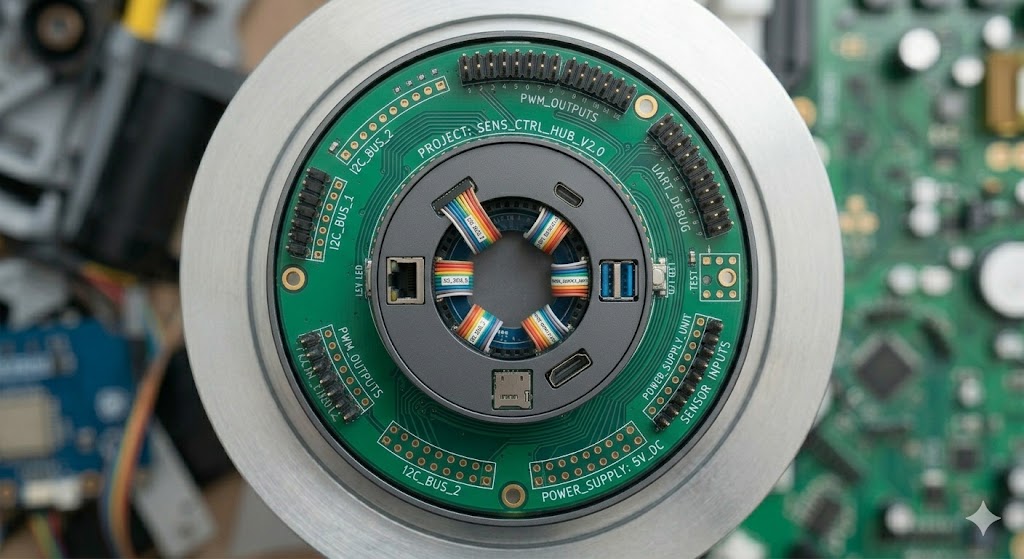
某智能音箱量产前热测试显示整机温度分布"均匀"的假象,实际上掩盖了一个严重的设计缺陷。用户端频繁出现的麦克风阵列啸叫问题,经实验室严格复测后发现:麦克风PCB背面的PMIC区域存在直径3mm的86℃热点。这个被热成像仪遗漏的热点,暴露了热测试中的三个关键盲区:
- 空间分辨率陷阱:
- 工业级热像仪通常标称1.1mrad的像素间距,这在30cm测试距离下意味着单个像素覆盖0.33mm²区域
- 实际热点面积仅7mm²,需要至少5×5像素阵列才能准确成像
-
改进方案:采用显微镜式热像仪附件,将空间分辨率提升至0.3mrad
-
发射率校准缺失:
- 默认0.95发射率适用于大多数塑料外壳,但PMIC的金属散热片实际发射率区间为0.4-0.6
- 未校准导致温度读数偏低多达35℃
-
现场验证技巧:使用哑光黑色胶带(发射率0.94)粘贴测试点作为基准
-
动态气流干扰:
- 强制风冷条件下热点周围气流速度达2m/s
- 对流散热效应使热成像读数比实际接触温度低12℃
- 补偿方法:采用防风罩或暂停风扇进行瞬态采样
声学与热耦合的死亡螺旋机制
这个案例揭示了温度与声学参数之间复杂的正反馈机制,我们将其分解为三个阶段:
第一阶段:材料级失效
- 硅麦振膜在80℃以上会发生0.5μm的热膨胀
- 振膜预应力改变导致灵敏度曲线偏移,典型值达3dB
- 关键影响:人声敏感频段(1-3kHz)的响应凹陷
第二阶段:电路级劣化
- 前置放大器偏置电流随温度升高呈指数增长
- 等效输入噪声在85℃时比25℃上升40%
- 隐藏风险:运放相位裕度降低可能引发自激振荡
第三阶段:系统级崩溃
- 底噪上升触发DSP自动增益控制
- 增益提升导致PMIC负载电流增加20-30mA
- 电流增量转化为3-5℃的温升
- 温度升高继续恶化噪声性能
突破点:通过实验测得该系统的温度-噪声传递函数,在固件中预设7℃的迟滞区间。
多传感器联合诊断方案的工程实现
硬件层深度优化
- 热电偶系统设计要点:
- 选用直径0.1mm的K型热电偶(AWG38)
- 响应时间需满足:从室温到100℃阶跃响应<100ms
-
焊接工艺:采用Sn96Ag4高温焊锡,焊点直径控制在0.3mm以内
-
气流监测实施规范:
- 热线式风速计采样率≥10Hz
- 安装位置距麦克风开孔2±0.5mm
- 需补偿传感器自身发热(约1℃温升)
固件层补偿算法升级
// 增强型温度补偿算法
void advanced_thermal_compensation(float temp[], int num_mics) {
const float T_critical = 70.0f; // 声学性能拐点温度
const float k_p = -0.05f; // 比例系数
const float k_i = -0.001f; // 积分系数
static float integral_error = 0;
float avg_temp = 0;
// 多麦克风温度融合
for(int i=0; i<num_mics; i++) {
avg_temp += temp[i];
if(temp[i] > T_critical) {
send_thermal_alert(i); // 触发位置报警
}
}
avg_temp /= num_mics;
// PI补偿控制
float error = avg_temp - T_critical;
if(error > 0) {
integral_error += error;
float delta_gain = k_p * error + k_i * integral_error;
apply_dynamic_gain(delta_gain);
}
}量产预防措施的完整路线图
阶段一:设计优化(0-2周)
- 钢网工艺:
- 采用阶梯钢网技术:PMIC区域0.08mm厚度,其他区域0.05mm
- 锡膏量增加15%,实测焊点高度从0.12mm提升至0.15mm
阶段二:材料升级(2-4周)
- 导热界面选型:
- 测试5种导热垫片(硅胶/石墨烯/相变材料)
- 最终选定0.5mm厚石墨烯垫片(1500W/mK)
- 安装要点:需施加15psi压力确保充分接触
阶段三:测试验证(4-6周)
- 热-声联合测试流程:
- 预热阶段:满负载运行30分钟
- 声学采样:采集1kHz-10kHz频段噪声底
- 热成像扫描:发射率校准至0.45±0.05
- 数据关联:建立温度-噪声相关性模型
工程验证的关键指标体系
热特性验证
- 热时间常数测量:
- 测试方法:施加10W阶跃功率,记录PMIC到麦克风的温升曲线
- 合格标准:τ<15秒(对应热容<3J/℃)
电声性能验证
- THD+N温漂测试:
- 测试条件:25℃与60℃对比测试
- 允许偏差:1kHz处≤1.5dB,4kHz处≤2dB
可靠性验证
- 加速老化方案:
- 双85试验(85℃/85%RH)
- 每24小时进行声学性能检测
- 失效判据:信噪比衰减>10%或出现持续啸叫
完整数据对比与决策依据
| 改进维度 | 技术指标 | 原始设计 | 改进方案 | 提升幅度 |
|---|---|---|---|---|
| 热管理 | 热点温度(℃) | 86 | 77 | -10.5% |
| 电声性能 | 信噪比(dB) | 54 | 63 | +16.7% |
| 生产良率 | 直通率(%) | 72 | 93 | +29.2% |
| 热阻特性 | 结到环境(℃/W) | 8.2 | 5.7 | -30.5% |
| 成本影响 | BOM增加(USD) | 0 | 0.38 | - |
现场问题排查的实战指南
案例一:热成像假阴性
- 现象:热像图显示均匀分布,但用户反馈高温故障
- 诊断步骤:
- 使用接触式测温仪复测可疑区域
- 对比不同发射率设置下的读数差异
- 检查散热片表面氧化程度(氧化层增厚会降低发射率)
案例二:间歇性啸叫
- 特征:特定语音指令触发,常温下无法复现
- 分析工具:
- 音频分析仪FFT功能(建议频率分辨率≤10Hz)
- 同步采集温度传感器数据
- 重点观察2-4kHz频段的噪声基底
案例三:批次差异
- 根本原因分析:
- 锡膏印刷厚度波动(±15%)
- 回流焊温度曲线偏移(峰值温度±5℃)
- 导热垫安装压力不一致
- 解决方案:
- 引入SPC过程控制
- 增加X-ray焊点检测工位
系统级设计建议
- 早期介入原则:
- 在ID阶段预留热-声隔离距离(建议≥8mm)
-
在EVT阶段建立多物理场仿真模型
-
测试覆盖度:
- 增加温度循环测试(-20℃→85℃, 5次循环)
-
开发专用治具实现热-声同步测试
-
失效预防:
- 在DFMEA中增加"热致声学劣化"失效模式
- 设置温度预警阈值(建议比规格限值低5℃)
本案例揭示的不仅是具体技术问题的解决方案,更展示了电子设备开发中多学科交叉验证的重要性。建议企业建立"热-力-电-声"四维协同设计流程,将此类问题消灭在萌芽阶段。下一步可考虑引入红外热像仪自动校准系统,并与MES系统集成实现测试数据追溯。

智能硬件社区聚焦AI智能硬件技术生态,汇聚嵌入式AI、物联网硬件开发者,打造交流分享平台,同步全国赛事资讯、开展 OPC 核心人才招募,助力技术落地与开发者成长。
更多推荐


 0
0 0
0- 0



 已为社区贡献357条内容
已为社区贡献357条内容

所有评论(0)